

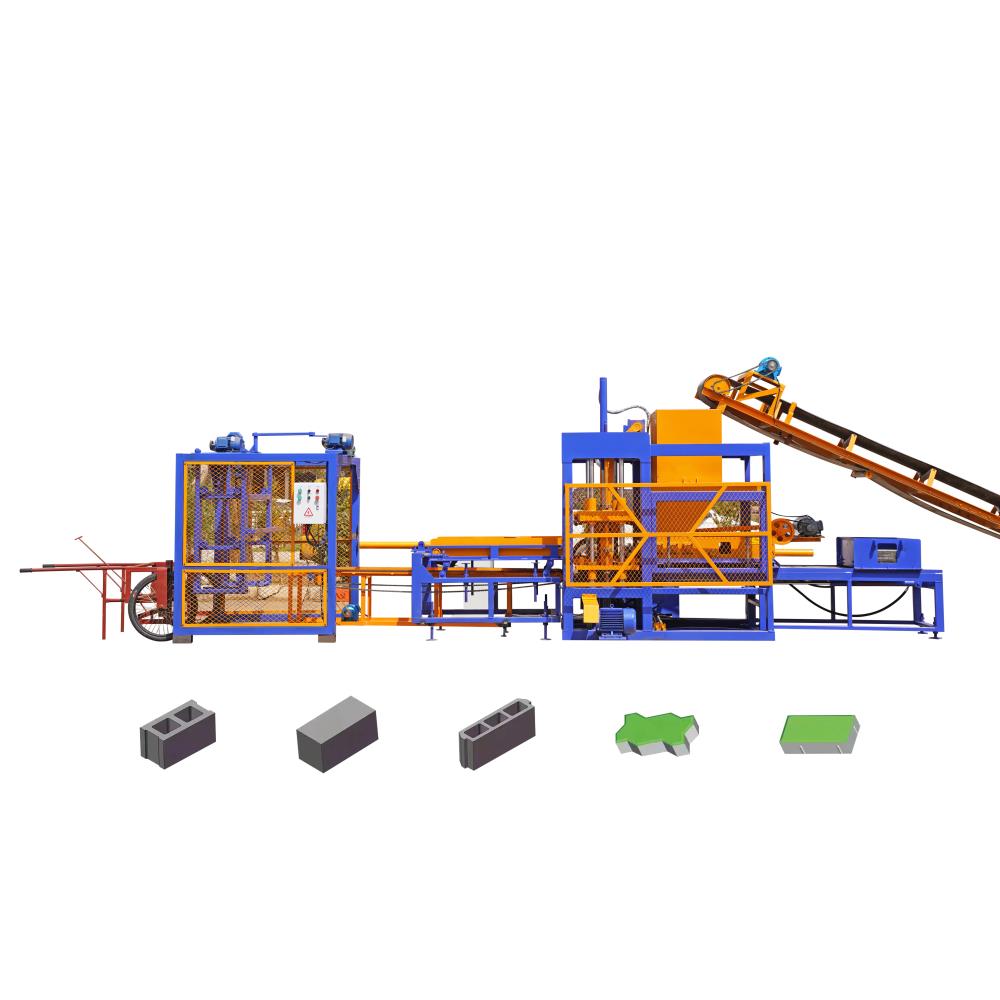
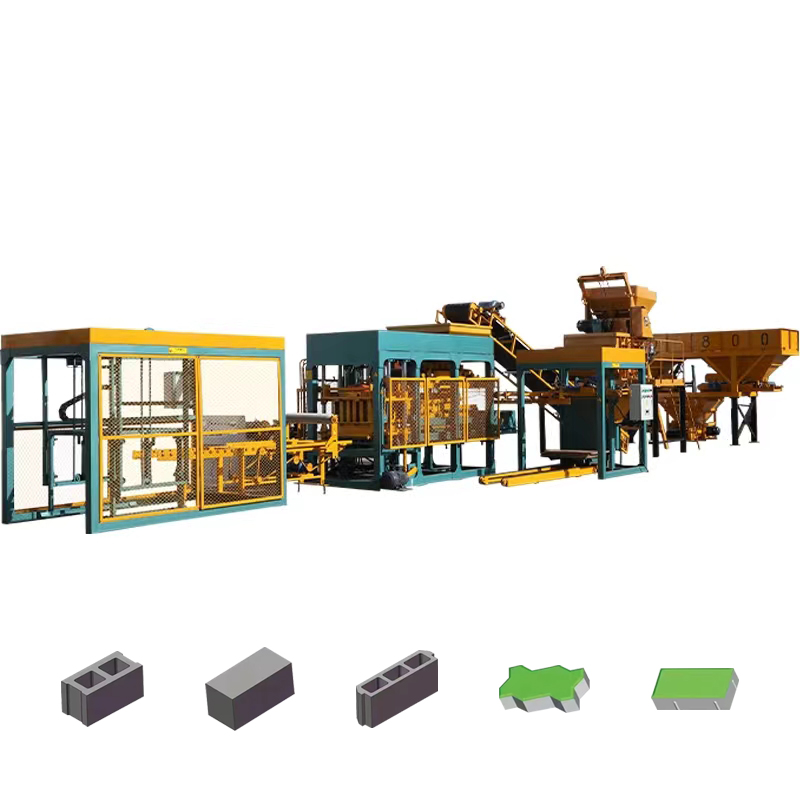
פלאָקן פּראָדוקציע ליניע





0102030405
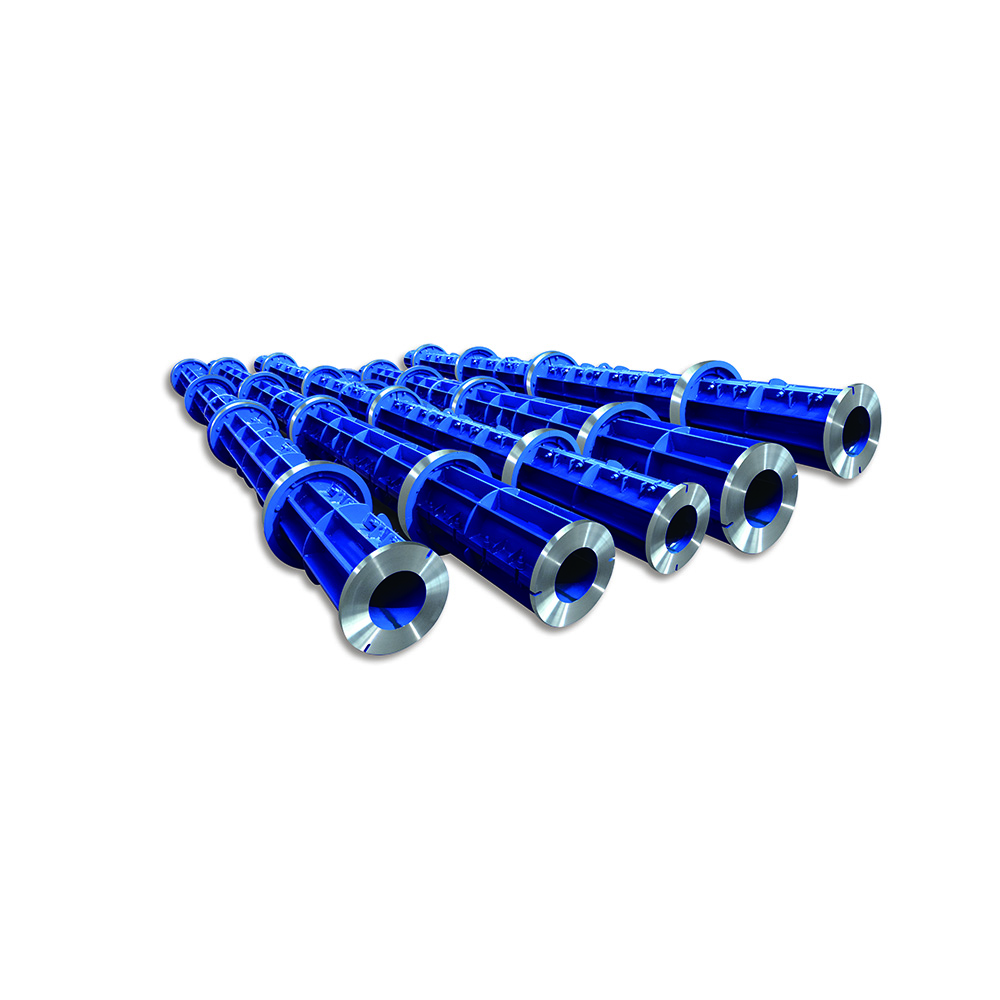
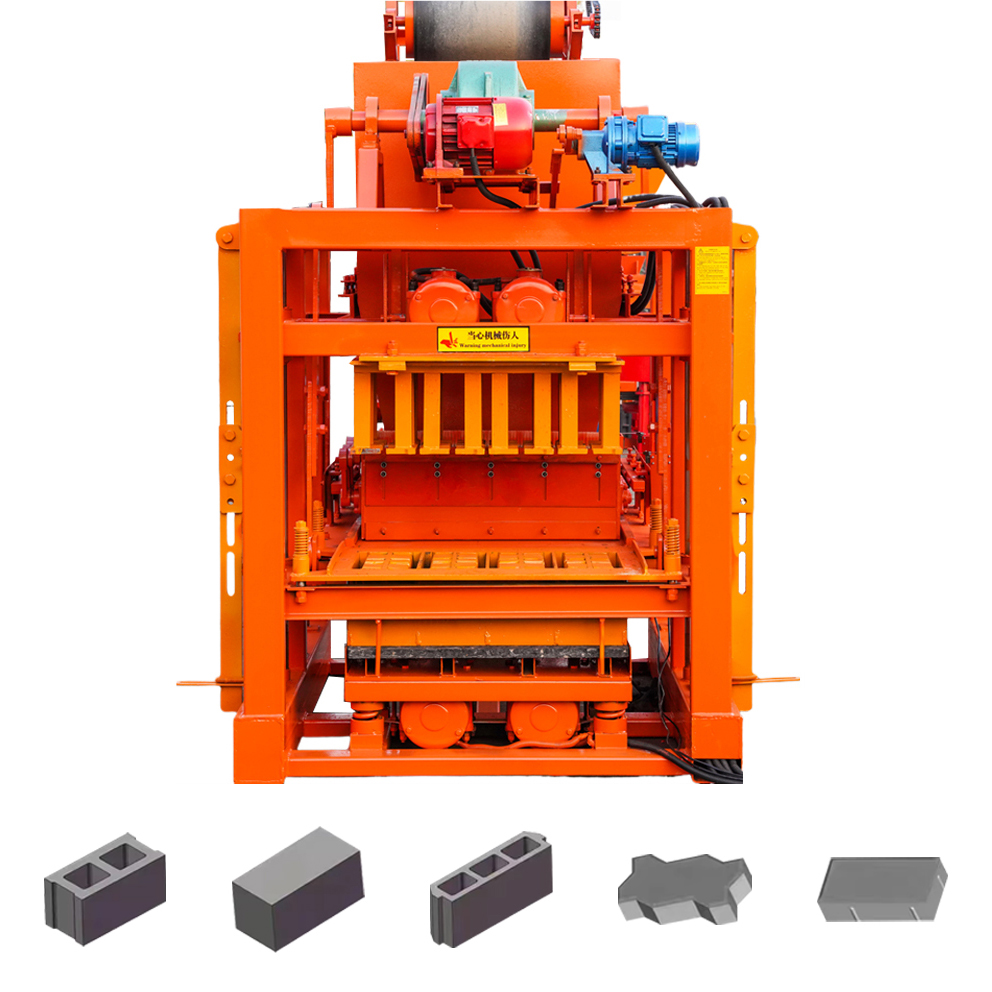
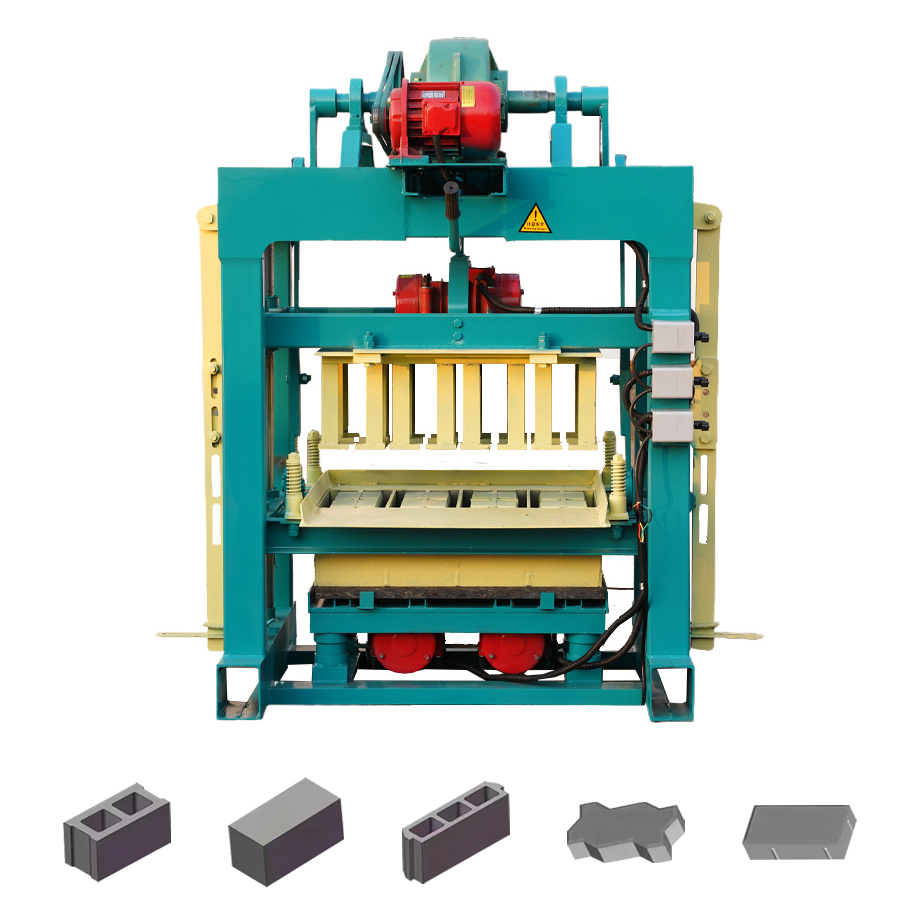
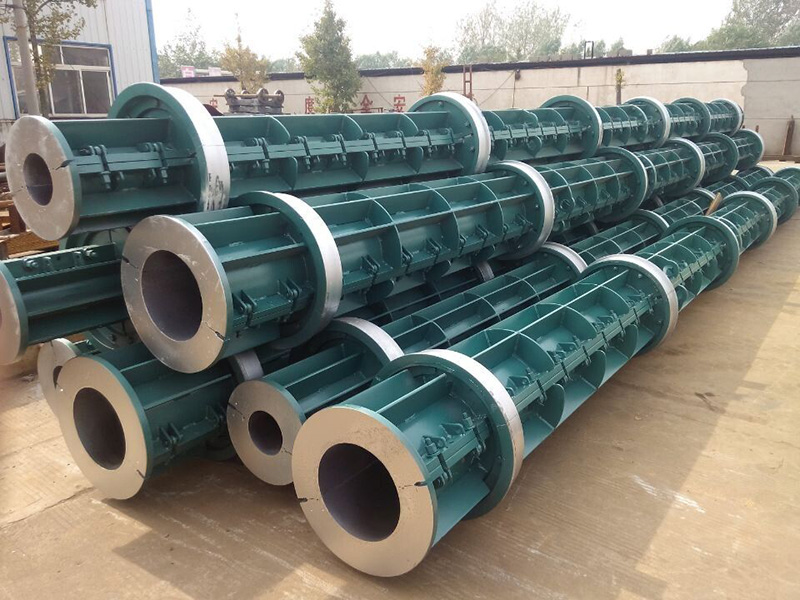
ראָונד באַטאָנען פלאָקן מאַקינג מאַשין
הויפּט פֿעיִקייטן
באַטאָנען עלעקטריק פלאָקן ארבעטן פּרינציפּ
1) אַדינג די סלערי אין די פורעם, עס איז געטריבן געשווינד און ראָוטייטיד אין דער זעלביקער גיכקייַט פון די מאַשין. יעדער קאָמפּאָנענט איז אפגעשיידט און באפרייט אונטער די סענטריפוגאַל קראַפט. יוזשאַוואַלי די העכער די סלערי דרייען גיכקייַט, די בעסער די סלערי סעפּערייטינג ווירקונג.
2) סענטריפיוגאַל סעדאַמאַנטיישאַן איז די נוצן פון פאַרשידענע געדיכטקייַט פון יעדער קאָמפּאָנענט אין די סלערי, וואָס איז ראָוטייטיד אונטער די סענטריפוגאַל קראַפט. צו פאַרשטיין די צעשיידונג פון פליסיק - האַרט (אָדער פליסיק - פליסיק).
3) די גיכקייַט פון צעשיידונג איז פּאַמעלעך ווען די וויסקאָסיטי פון סלערי איז הויך.
4) עס איז גוט פֿאַר סעדימענטאַטיאָן סענטריפוגאַל ווען די סלערי געדיכטקייַט איז אַנדערש אין יעדער קאָמפּאָנענט.
אַדוואַנטאַגעס פון סענטריפוגאַל באַטאָנען פלאָקן פורעם:
1.Cylinder גוף: די מאַטעריאַל בלאַנקינג לויט דער קונה ס סדר מאָדעל, די מאַקסימום איין לענג איז 12m, און די צילינדער גוף האט ווייניקער וועלדינג סימז, וואָס ראַדוסאַז די השפּעה פון וועלדינג דיפאָרמיישאַן און די טעות פון מאַנואַל דאַקינג
2.Running ראָד: דער מאַטעריאַל איז אנגענומען 30מן קאַלט זעמל פאָרמינג, מיט גוט טראָגן קעגנשטעל.
3.וועלדינג: עס איז קעדייַיק צו אַדאַפּט די אָפּטיילונג וועלדינג פּראָצעס, די וועלדינג אופֿן איז טשאַד דייאַקסייד שילדיד וועלדינג, די גאַז איז געמישט גאַז, און די וועלדינג מאַשין אַדאַפּץ פּאַנאַסאָניק וועלדינג מאַשין, די וועלדינג אָרט איז שיין, און עס איז קיין וועלדינג סלאַג. .
4.לייד: באַקענען CW61180L-16m הינטער-לאַנג לייד, ∅1000מם × 15.4ם און ווייטער ספּעסאַפאַקיישאַנז זענען אָפן פֿאַר קוילעלדיק פּראַסעסינג, און די קאָנסענטריסיטי פון די שטאָל פורעם איז בעסער.
5.אַנטי-ליקאַדזש גראַוט: אונדזער פירמע ניצט אַ פּלאַנער פֿאַר אַ נאָרע אין די שלאָס צווישן די אויבערשטער פורעם און דעם גוף, און אַ גומע סילינג גומע פּאַס איז ינסערטאַד אין די נאָרע. דעם גומע פּאַס קענען זיין ריוזד אָדער ריפּלייסט אין קיין צייט. שטעלן אַ סוף צו די פּראָבלעם פון ערד שלאָס ליקאַדזש.
פּראָדוקט שורה


טעכניש פּאַראַמעטער פון פלאָקן ספּיננינג מאַשין
| ניין. | נומער | אַפּאַראַט | מאָדעל | ||
| טאָפּל-ראָד | דריי-ראָד | ||||
| 1 | ראָד פאָדעם | 2000 | 2000 | ||
| 2 | ראָד באַזע | mm | 950 | 950 | |
| 3 | ריידינג ראָד פונדרויסנדיק דיאַמעטער | mm | 600 | 600 | |
| 4 | ריידינג ראָד ברייט | mm | 84 | ||
| 5 | Angelα צווישן ראָד צענטער און שורה פון סענטערס פון פורעם | (°) | 75°-110° | ||
| 6 | מאַקס.לענג פון מאָלדינג באַטאָנען פלאָקן | עם | 26 | 26 | |
| 7 | מאַקס.דיאַמעטער פון מאָלדינג באַטאָנען פלאָקן | סוף פון קאַניקאַל רוט | mm | 500 | 500 |
| גלייַך דיאַמעטער רוט | mm | 600 | 600 | ||
| 8 | מאָטאָר מאַכט | קילאמעטער | 45kw | 55kw | |
| 9 | גיכקייַט קייט פון לעצט פאָר שטיל | רפּם | 60-1000 | 60-1000 | |
| 10 | שטיל דיאַמעטער | mm | 130 | 130 | |
| 11 | מאַטעריאַל פון באַזע | קאַסטינג שטאָל | קאַסטינג שטאָל | ||
| ינער דיאַמעטער פון שפּיץ סוף (מם) | לענג (מ) | פליסנדיק ראָד דיאַמעטער (מם) | טרעד (מם) |
| 150 | 6~11 | 600 | 2000 |
| 190 | 7~15 | 600 | 2000 |
| 230 | 6~12 | 650 | 2000 |
| 270 | 6~10 | 650 | 2000 |